株式会社マルホ 株式会社マルホ |
〒740−0003 | |||||
| 山口県岩国市飯田町1丁目3-37 | ||||||
| MARUHO CO.,LTD | Tel 0827-21-8191 | |||||
| Fax 0827-23-1545 | サイトマップ |
|||||
![]()
![]() 乾燥平角「マイルドドライ」ができるまで・・・ (スライドショー)
乾燥平角「マイルドドライ」ができるまで・・・ (スライドショー)

※スライドショーを実行するにはページ最上部の情報バーをクリックして「ブロックされているコンテンツを許可」をクリックしてください。
 |
 |
|
必要以上に人の手を省かず1本1本丁寧に桟積みしていきます。 量産工場では全自動による桟積みが当たり前になっていますが弊社では1本1本必ず人の目で確認し、木表、木裏、木の癖を確認した上で並べる向きを考えて積み上げていきます。 これらが製品の歩留まりや品質向上に大きく影響していきます。 |
||
 |
 |
|
3メートル、4メートル材で幅が270mm以下(仕上がり寸法)の材は天然乾燥をしっかり行います。 季節や寸法によって乾かす場所や期間を細かく変え徹底した管理のもと、しっかり乾燥させます。 乾燥期間は6ヶ月から1年以上。 加工前に材の収縮具合と含水率の簡易検査を行い最終加工に向かいます。 |
||
 |
 |
|
5メートルと6メートルの製品、3メートルと4メートルの300mm以上の製品など断面積が大きく乾きにくい製品は高周波蒸気複合型乾燥機に投入し人工乾燥を施します。 こちらも作業員の手によって1本ずつ確認しながら桟積みされ乾燥処理が施されます。その後、水分のバラつき等を安定させるため約2週間、こちらで保管(養生)されます。 高周波蒸気複合型乾燥機では従来の熱気乾燥(中温70℃〜90℃)に常圧の高周波加熱を組み合わせることで、断面方向、長さ方向ともに水分傾斜の小さい高品質な木材乾燥を実現。 これにより内部割れと呼ばれる木材製品内部に発生する割れを極力抑えることを可能とし、さらに、乾燥時間も短く、木質の劣化や変色が非常に少ないため、抽出成分を十分残した天然乾燥に限りなく近い表情で乾燥を行うことを可能としています。 |
||
 |
 |
 |
|
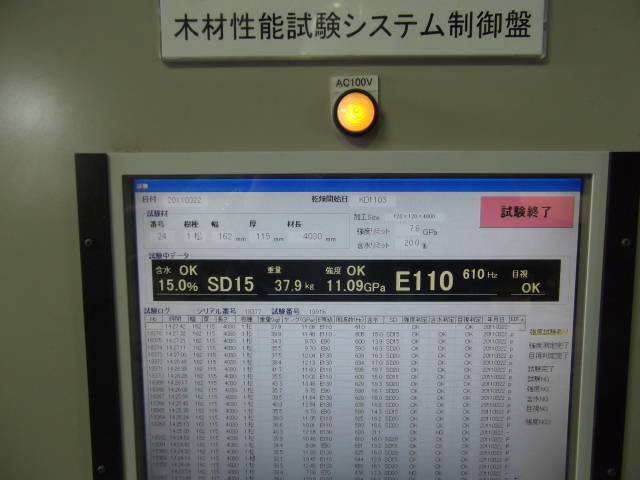
(財)日本住宅・木材技術センター認定機を加工ラインに組み込み1本1本の含水率と強度を計測しています。 マイクロ波透過方式による材内部も含めた全体の含水率の測定と打撃振動方式によるヤング係数測定を行いデータをコンピューターで管理。製品に印字されたロット番号から含水率とヤング率を社内で出せれるようにしています。 機械等級区分での検査が行われた材はさらにJAS製品と同等以上の社内規格に沿った目視検査が行われ平均含水率20%以下のものが製品として仕上がっていきます。 |
|
 |
 |
 |
最終加工前の材(写真左)と加工後の材(写真右)です。 太陽光や乾燥により変色した材は削れば無垢ならではの美しい材面を甦らせます。 最終加工の際は面取り加工も同時に行い、現場作業時の作業効率のアップと傷付きを軽減しています。 |
||
 |
 |
 |
|
出来上がり! 平均含水率20%以下。 木口部分の乾かし過ぎと含水率のバラつきに特に注意して生産された「マイルドドライ」は内部割れを抑え接合部になる仕口の強度の安定性を特に確保しています。 素材を生かした美しい材面と無垢の良さを前面に打ち出した品質は木造住宅に新たな付加価値を加えることを可能としています。 バンドル単位の商品には出荷時、紫外線カットのビニール梱包を採用。太陽光などによる変色や汚れを防ぎます。 既製品の寸法と梱包入数はコチラ! |
|
もっと詳しく知りたい方はこちらを
![]()
Copyright (c) 2012 Maruho co.,ltd All Rights Reserved.